更新:2019年11月25日
1.1依据标准
1. 《钢结构工程施工质量验收规范》GB50205-2017
2. 《钢网架检验机验收标准》JG12-1999
3. 《优质碳素结构钢》GB/T699-2015
4. 《碳素钢结构》GB/T700-2006
5. 《热轧工字钢尺寸、外形、重量及允许偏差》GB/T706-2016
6. 《热轧槽钢尺寸、外形、重量级允许偏差》GB/T707-1988
7. 《热轧钢板和钢带的尺寸、外形、重量及允许偏差》GB/T709-2019
8. 《桥梁用结构钢》GB/T714-2015
9. 《碳素结构钢和低合金结构钢热轧薄钢板和钢带》GB/T912-2008
10. 《不锈钢棒》GB/T1220-2007
11. 《低合金高强度结构钢》GB/T1591-2018
12. 《连续热镀锌钢板和钢带》GB/T2518-2008
13. 《碳素结构钢和低合金结构钢热轧厚钢板和钢带》GB/T3274-2017
14. 《碳素结构钢和低合金结构热轧钢带》GB/T3524-2015
15. 《高耐候结构钢》GB/T4171-2008
16. 《焊接结构用耐候钢》GB/T4172-2000
17. 《厚度方向性能钢板》GB/T5313-2010
18. 《通用冷弯开口型钢尺寸、外形、重量及允许偏差》GB/T6723-2017
19. 《冷弯型钢》GB/T6725-2017
20. 《结构用冷弯空心型钢尺寸、外形、重量及允许偏差》GB/T6728-2017
21. 《结构用无缝钢管》GB/T8162-2018
22. 《热轧等边角钢尺寸、外形、重量及允许偏差》GB/T9787-1988
23. 《热轧不等边角钢尺寸、外形、重量及允许偏差》GB/T9788-1988.
24.《热轧L型钢尺寸、外形、重量及允许偏差》GB/T9946-1988
25.《热轧H型钢和部分T型钢》GB/T11263-2017
26.《建筑用轻钢龙骨》GB/T11981-2008
27.《彩色图层钢板及钢带》GB/T12754-2006
28.《建筑用压型钢材》GB/T12755-2008
29.《建筑结构用钢板》GB/T19879-2015
30.《焊接H型钢》YB/T3301-2005
31.《高层建筑用钢板》YB/T4101-2000
32.《结构用高强度耐候焊接钢管》YB/T4112-2013
1.2检测内容和要求
- 检测范围
(1)国外进口钢材,但有国家出入境检验部门的检验报告且检验项目内容能涵盖设计和合同要求的除外;
(2)钢材混批;
(3)厚度等于或大于40mm,且设计有Z向性能要求的钢板;
(4)建筑结构安全等级为一级,对大跨度钢结构中主要受力构件所采用的钢材;
(5)设计有复验要求的钢材;
(6)对质量有疑义的钢材。
主要指对质量证明文件真伪有疑义、质量证明文件不全(如缺少合格证、材质单等)、质量证明文件中的内容少于设计要求项目(如强度、化学成分等主要指标)等钢材。
- 检测内容
(1)对于承重结构选用的钢材,应进行抗拉强度,断后伸长率,屈服强度以及硫、磷等元素含量分析的试验;
(2)对于焊接结构用钢,还应进行碳含量以及影响碳含量计算的锰、镍、铬等元素含量分析的试验;
(3)对于焊接承重结构及重要的非焊接承重结构用钢材,还应进行冷弯试验;
(4)对于需要验算疲劳的焊接结构钢材,重要的受拉或受弯的焊接结构件,还应进行冲击性能试验;
(5)对于板厚等于或大于40mm,且设计有Z向性能要求的厚板,还应进行硫含量分析的试验和板厚方向的断面收缩率试验。
- 使用要求
(1)当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负允许偏差的1/2。
(2)钢材表面的锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》(GB/T 8923-1988)规定的C级及C级以上。
(3)钢材端边或端口处不应有分层、夹渣等缺陷。
三、取样要求
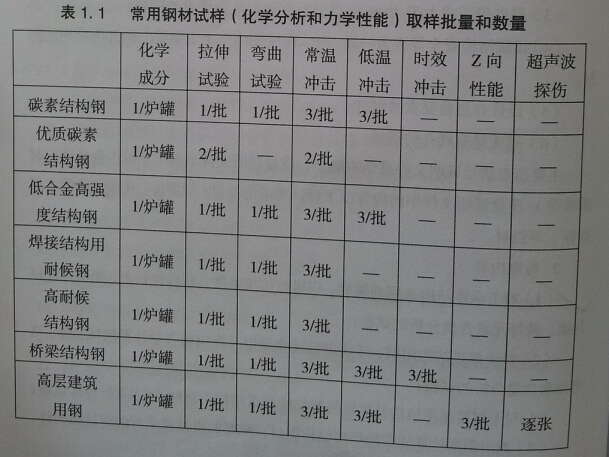
- 取样批量和数量
常用钢材试样(化学分析和力学性能)取样要求和数量见表1.1。表中的批有同一牌号、同一质量等级、同一炉罐号、同一品种、同一尺寸、同一交货状态组成。一般情况下,每批的质量应不大于60t。
- 取样方法
力学性能试样用样坯的取样应按照钢材产品标准的规定进行,产品标准未规定时,应按国家标准《钢和钢产品力学性能试验的取样位置及试样制备》(GB/T2975-1998)进行。常用的样坯切取方法有冷剪法、火焰切割法、砂轮片切割法、锯切法等,无论采取那种方法,都应遵循以下原则:
(1)应在外观尺寸合格的钢产品上取样,试料应有足够的尺寸以保证机器加工出足够的试样进行规定的试验及复验。
(2)取样时,应对样坯和试样做出不影响其性能的标记,以保证始终能识别取样的位置和方向。
(3)取样的方向应按产品标准规定或双方协议执行。
(4)切取样坯时,应防止因过热、加工硬化而影响其力学及工艺性能。
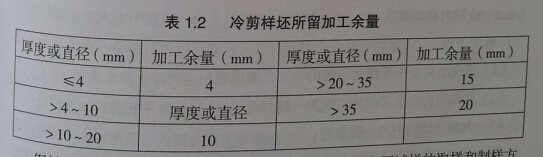
采用火焰切割法取样时,由于材料是在火焰喷嘴下融化而使样坯从整体中分离出来,在融化区附近,材料承受了一个从融化到相变点一下大温度区域,这一局部的高温将会引起材料性能的很大变化,因此,从样坯切割线至试样边缘必须留有足够的切割余量,以便通过试样加工将过热区的材料去除而不影响试样的性能。这一余量的规定为:一般应不小于钢材的厚度或直径,但最少不得少于20mm。对于厚度或直径大于60mm的钢材,其切割余量可根据供需双方协议适当减少。同理,采用冷剪法切取样坯时,在冷剪边缘会产生塑性变形,厚度或直径越大,塑性变形的范围也越大,为此,必须按下表留下足够的切割余量。
钢材的化学分析应按国家标准《钢和铁化学成分测定使用试样的取样和制样方法》(GB/T20066-2006)进行,样品可以按照产品标准中规定的取样位置取样,也可以从抽样产品中取得的用作力学性能试验的材料上取样。试样可用机械切割或用切割器从抽样产品中取得。
- 技术要求
钢材应符合现行国家产品标准和设计要求。钢材的某个检测项目不合格时,可按照产品标准规定的方法进行复验。