焊接材料是指焊接时所消耗材料的通称,例如焊条、焊丝、金属粉末、焊剂、气体等。焊接行业发展迅速,主要分为氩焊、CO2焊接、氧切割、电焊。
另外本章还向大家介绍了熔敷金属力学性能试验制样、熔敷金属化学成分分析制样的方法。
一、依据标准
- 《堆焊焊条》GB/T984-2001
- 《碳钢焊条》GB/T5117-1995
- 《低合金钢焊条》GB/T5118-1995
- 《埋弧焊用碳钢焊丝和焊剂》GB/T5293-1999
- 《气体保护电弧焊用碳钢、低合金钢焊丝》GB/T8110-2008
- 《碳钢药芯焊丝》GB/T10045-2001
- 《熔化焊用钢丝》GB/T14957-1994
- 《低合金钢钢药芯焊丝》GB/T17493-2008
- 《埋弧焊用低合金钢焊丝和焊剂》GB/T12470-2003
- 《氩》GB/T4842-2006
- 《焊接用二氧化碳》GB/T2537-1993
- 《电弧螺柱焊用柱头焊钉》GB/T10433-2002
二、检测内容和要求
-
检测范围
(1)建筑结构安全等级为一级的一、二级焊缝;
(2)建筑结构安全等级为二级的一级焊缝;
(3)大跨度结构中一级焊缝;
(4)重级工作制吊车梁结构中的一级焊缝;
(5)设计要求;
(6)对质量有疑义的焊材
主要指对质量证明文件真伪有疑义、质量证明文件不全(如缺少合格证。材质单等)、质量证明文件中的内容少于设计要求的项目(如强度、化学成分等主要指标)等焊材。
-
检测内容
常用的检测项目有钢丝的化学成分,熔敷金属的化学成分、熔敷金属的力学性能以及焊条药皮的含水量等。
-
使用要求
(1)焊条外观不应有药片脱落、焊芯生锈等缺陷;焊剂不应受潮结块。
(2)焊条、焊丝、焊剂、电渣焊焊嘴焊接材料与母材的匹配应符合设计要求及国建现行行业标准《建筑钢结构焊接技术规程》(JGJ81-2002)的规定。焊条、焊药焊丝、焊剂、焊嘴等在使用前,应按其产品说明书机焊接工艺文件的规定进行烘焙和存放。
三、取样要求
-
取样批量和数量
每生产一批取一个样。
-
熔敷金属制样要求
焊接材料处钢丝外,一般在专门制备的熔敷金属试板上进行化学成分和力学性能试验。下面以碳钢药芯焊丝为例介绍熔敷试板的制样。
(1)熔敷金属化学成分分析制样
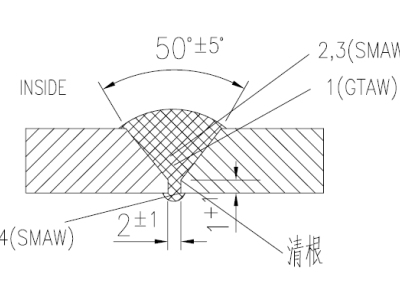
熔敷金属化学成分分析时间一般应在平焊位置多层堆焊制成,堆焊的熔敷金属最小尺寸为40mm×13mm×13mm。时间堆焊的道间温度应不超过165℃,每道焊完后可将试块浸入水中冷却。此外化学分析试样也可以从力学性能试验用试件的熔敷金属上制取,仲裁试验用化学分析试样应按上述规定制取。
(2)熔敷金属力学性能试验制样
试件的焊接应在平焊位置进行,焊接后角变形大于5°的试件应予以报废,焊后试件不允许矫正。为防止角变形超过5°,应预做反变形或在焊接过程中使试件受到约束。试件应先定位焊,然后再试板温度不低于16℃时开始焊接,道间温度应控制在150±15℃,如果中断焊接,允许试件在室温下的静止空气重冷却。重新施焊时试件应预热至150±15℃。
(3)技术要求
焊接材料应符合现行国家产品标准和设计要求。焊接材料的某个检测项目不合格时,可按照产品标准规定的方法进行复验。