一、质量保证


二、钢筋加工常见质量通病
1)规格出错
2)下料长度不够
3)箍筋尺寸不对,弯钩度数不对,弯钩直线段长度不够。
4)弯钩长度达不到锚固要求
5)套筒连接的螺纹长度不够。
6)马凳高度不够。
7)对复杂节点未综合空间相交叉的关系放样;
8)尺寸、角度差、不直不顺、弯点不准,弯钩偏短;
9)不同等级钢筋及进口钢筋,不注意不同弯曲成型半径要求;
10)运输堆放时变形未作修正。
三、钢筋绑扎与安装常见通病
1)主筋偏位、间距不规范
2)主筋保护层厚度不够。或保护层过厚
3)主筋搭接位置不对,搭接长度不够,搭接区段内的搭接率超标
4)焊接不规范,搭接焊长度不够。
5)主筋规格、型号不对,或小或强度等级不够。
6)梁柱的加密区长度不够。
7)悬挑钢筋锚固长度不够,悬挑筋的方向不对。
8)加弯曲钢筋的地方未加,梁侧需加加附加加密箍的未加。
9)梁腰筋未置,梁抗扭腰筋锚固长度不对。
10)梁柱节点处柱箍筋未置。
11)剪力墙与结构梁或暗梁交汇处未置剪力墙水平筋。
12)多排筋的排距不正确。
13)板负筋未满扎并成八字扣。
14)同截面尺寸的相交梁柱,梁主筋未弯入柱,导致梁有效截面尺寸变小。
15)柱筋入承台等基础时未弯曲,在基础中的柱筋未置箍筋。
16)梁柱筋搭接接头处箍筋未加密.
17)钢筋锚固不符合规范要求:
(1)锚固长度不足;
(2)锚固形式不对.
18)主筋未绑扎到位(四角主筋不贴箍筋角,中间主筋不贴箍筋);
19)主筋位置放反(受拉受压颠倒,特别主意悬挑梁、板);
20)不设定位箍筋,主筋跑位严重;
21)钢筋绑扎花扣、缺扣、松扣不符合规范要求;
22)箍筋间距不匀,绑扎不牢,不贴主筋;
23)柱主筋的弯钩和板主筋弯钩朝向不对;
24)钢筋接头不错开.
25)钢筋保护层厚度不符合要求.
26)有焊接要求的钢筋未做焊接试验。
27)焊工无特种作业人员岗位证书,或焊工不符合施焊条件.
28)未按规范规定在现场截取试件做试验。
29) 焊条、焊剂不符合要求:
(1)无出厂合格证;
(2)焊条不符合钢筋等级要求;
(3)未按焊条要求烘焙并作烘焙记录;
(4)使用受潮酸性焊条不烘焙;
(5)烘焙时间、次数、保温要求等不符合要求。
30)焊接质量不符合要求.
31)焊接接头不符合要求:
(1)焊接钢筋清理不好,未认真选择好参数(应作工艺试验);
(2)对接焊头的端头不垂直、不平整;
(3)焊接接头错开百分比不对,距弯点不对.
32) 螺纹接头不符合要求:
(1)钢套筒进钢筋长度不足;
(2)压痕数量不够,分布不匀,深度不足,套管压裂;
(3)接头弯折角大于4°,或超过7∕100.
33)钢筋绑扎错误
34)搭接长度及锚固长度不足
35)钢筋严重锈蚀并未经除锈
36)钢筋严重偏位
37)不按图纸要求进行下料制作
38)下料尺寸不准
39)已加工成型的钢筋变形
40)骨架尺寸不准及变形
41)保护层尺寸不准
42)钢筋位移及错位
43)同一截面接头过多
44)钢筋代换错误
45)箍筋接头位置同向
46)箍筋间距过大且不一致
47)遗漏钢筋
48)机械连接接头、焊接接头不良
49)绑扎节点松扣、钢筋漏绑超过规范允许值等。钢筋工程的
大部分质量通病是由于施工过程控制不严格造成的,所以预防
钢筋工程的质量通病的最好办法就是加强施工过程的控制。
50)钢筋工程的质量控制包括:
(1)钢筋原材料质量控制
(2)钢筋加工质量控制
(3)钢筋安装质量控制
(4)钢筋成品保护
四、钢筋的堆放

五、钢筋加工
1.钢筋加工应严格按照钢筋料单执行,不得随意更改下料,以保证制作和绑扎的一致性。
2.新进场的钢筋未经检验合格不得使用。
3.钢筋的调直:通常只对直径6、8、10的钢筋进行调直。调直钢筋的验收应分批验收,每批同一检验批、同级别、同直径且不大于5t(根据调直机选型)的调直钢筋组成;钢筋表面不得有裂纹和局部缩颈。且应严格控制钢筋的延伸率。
4.如现场因某种钢筋短缺、急用、采用代换时,必须请示相关人员(如设计、监理、项目技术负责人),接到钢筋代换变更通知单后方可加工 。
5.钢筋加工的形状、尺寸必须符合设计要求。钢筋的表面应洁净、无损伤、油渍、漆污和铁锈等应在使用前清除干净。带有颗粒或老锈的钢筋禁止使用。
6、采用闪光对焊时接头距钢筋弯折处,不应小于钢筋直径的10d,且不宜位于构件的最大弯矩处。
7、钢筋加工应遵循先下长料后下短料,下料前应进行合理计算,应做到不出现0.3~2m范围的短料;板分布筋宜在楼面加工,必须保证分布与负搭接长度为150mm,半成品的堆放严格按件挂牌打捆,并按使用部位分仓堆放,严禁不同半成品混放
8. 弯曲成型的钢筋、弯钩弯折必须符合施工规范及设计要求:一级钢筋(A)末端需做180°弯钩(指受拉钢筋),箍筋的弯钩135°其弯曲直径不应小于钢筋直径的2.5d,箍筋及拉筋平直长度应≥10d且不小于75mm,其它钢筋平直长度应≥3d ;对于二级钢筋(B)的末端需做90°或135°弯钩时其弯曲直径不宜小于钢筋直径的4倍,平直长度部分按设计要求确定;对于三级钢筋(C)的末端需做90°或135°弯钩时其弯曲直径不宜小于钢筋直径的5倍,平直长度部分按设计要求确定;弯起钢筋部位弯折处的弯曲直径不应小于钢筋直径的5倍。
9. 钢筋加工的允许偏差(mm):箍筋内径±5;受力钢筋顺长度方向全长净尺寸±10 ,板底筋不得有负偏差;弯起钢筋的弯折位置±20

六、钢筋弯钩、弯折
(一)受力钢筋弯钩、弯折
1、I级钢筋末端应做180度弯钩,弯弧内径≥2.5d ,弯钩平直长度≥3d
2、135度弯钩, II、III级钢筋,弯弧内径≥2.5d
3、 90度弯折,弯弧内径≥ 4d
(二)箍筋弯钩
1、弯弧内径≥2.5d 、受力纵筋直径
2、弯折角度,抗震结构135度
3、平直长度,抗震结构10d
(三)箍筋外加工:
I级钢筋冷拉率≤4%, II级钢筋冷拉率≤1%

七、钢筋加工通病分析与防治







八、钢筋安装与绑扎
1、钢筋绑扎的准备工作
① 应对操做工人进行班前技术交底。
② 核对半成品钢筋的钢号、直径、形状、尺寸和数量等是否与料单料牌相符。如有错漏,应纠正增补。
③ 钢筋施工过程中对图纸与施工料单不清楚的应及时请示,杜绝未请示先施工;钢筋在绑扎前应对施工料单和图纸进行核对,如有不相符应优先以图纸为准。
④ 钢筋绑扎准备绑扎铁丝及绑扎工具,搭设操作架。钢筋绑扎的铁丝可采用20~22号铁丝或镀锌铁丝,其中22号铁丝只用于绑扎直径12mm以下的钢筋。
⑤ 准备控制混凝土保护层用的塑料卡环、大理石垫块、板负筋保护层架。
⑥ 钢筋绑扎之前,测放出柱、墙身位置线。
⑦ 检查水平和垂直运输机械是否正常。
⑧ 检查上一道工序是否完成,或已俱备交叉作业。
2、操作工艺
① 钢筋全部在现场加工 ,梁、板底部钢筋采用大理石垫块,柱、墙钢筋或梁侧边钢筋优先采用塑料卡环。
② 钢筋的接头控制:框架柱(KZ)、墙柱接头应错开50%,接头应错开≥35d,接头位置应满足于规范及施工要求,及第一个接头宜高出楼面(≥500mm,柱长边尺寸,柱净高/6)取大值;墙身竖向钢筋应在刚好出楼面位置采取在同一截面一次性搭接;梁跨中钢筋与支座钢筋采用绑扎搭接,搭接位置在梁跨中1/3处,底筋不得搭接,侧向构造钢筋(腰筋)可在任一部位搭接,搭接长度150;当梁支座负筋有采用闪光对焊接头的,接头应错开50%且接头位置不应在支座范围内以及从支座向跨内延伸总长度的1/2范围内;板受力钢筋在任何情况下不应出现搭接接头。且应注意:
(在任何情况下,纵向受拉钢筋的搭接长度不应小于300mm,受压钢筋搭接长度不应小于200mm;两根直经不同钢筋的搭接长度,以较细钢筋直径计算)
③ 各种半成品应结合料牌、料单、施工图将其按件分开至相应构件位置。
④ 墙、板钢筋网的绑扎。四周两行钢筋交叉点应每点扎牢,中间部分交叉点可相隔交错扎牢,但必须保证受力钢筋不位移。双向主筋的钢筋网,则须将全部钢筋相交点扎牢。绑扎时应注意相邻绑扎点的铁丝扣要成八字形,以免网片歪斜变形 ;梁柱主筋与箍筋应每个交叉点扎牢。
⑤ 柱钢筋绑扎 :
a. 在楼板混凝土上弹出柱子定位控制线,对柱子位置进行检查,如有主筋偏位超出规范范围应及时上报,并由技术负责人做出处理方案后,根据处理方案进行施工,现场不得自行处理。
b. 套柱箍筋:按图纸要求间距,计算好每根柱箍筋数量,先将箍筋套在下层伸出的搭接筋上,然后焊接柱子钢筋,箍筋的接头(弯钩叠合处)应交错布置在四角纵向钢筋上。
c. 画箍筋间距点 :在焊好的柱子竖向钢筋上,按图纸要求用粉笔划箍筋间距点。
d. 柱箍筋绑扎:按已划好的箍筋位置线,将已套好的箍筋往上移动,由上往下绑扎,宜采用缠扣绑扎。箍筋与主筋要垂直,箍筋转角处与主筋交点均要绑扎,主筋与箍筋非转角部分的相交点成梅花交错绑扎。箍筋的弯钩叠合处应沿柱子竖筋交错布置,并绑扎牢固。柱子上下两端箍筋应加密,加密区长度及加密区内箍筋间距应符合设计图纸要求。设计要求箍筋设拉筋时,拉筋应钩住箍筋。
e. 安装柱垫块:柱子采用塑料垫块,其纵横间距不得超过800mm且横向间距不得少于2个。
f. 柱筋应至少在距上层楼面设置一道定位支架,定位支架用B12钢筋焊制。
g. 柱钢筋的绑扎,应在模板安装前进行。
⑥ 墙筋绑扎:
a. 在楼板混凝土上弹出墙身及门窗洞口位置线,再次校正预埋插筋,如有位移时,同柱主筋处理。
b. 墙身分布筋的安放顺序:应先绑竖筋向定距卡,把墙身所需的竖向分布筋立放在墙柱边与墙柱稍微固定。再绑横筋向定距卡,然后自上而下将横向分布筋固定于墙上。最后固定纵向分布筋。
c. 墙筋为双向受力钢筋,所有钢筋交叉点应逐点绑扎,其搭接程度及位置要符合设计图纸及施工规范的要求。为保证墙体钢筋在混凝土浇筑时不产生移位,每层拟在楼板顶设置一道用A8钢筋焊制的墙筋定位架,用于墙体两层钢筋间相对位置的定位及单根钢筋的定位。
d. 为保证门窗洞口标高位置正确,在洞口竖筋上划出标高线。门窗洞口要按设计要求绑扎连梁钢筋,锚入墙内长度要符合设计要求。另外,配合其他工种安装预埋管件、预留洞口等,其位置、标高均应符合设计要求。
e. 墙筋垫块采用塑料垫块,呈梅花形布置,纵横间距不超过800mm * 800mm 。
• 墙钢筋的绑扎,也应在模板安装前进行。
⑦ 梁钢筋绑扎:本工程均采用模安装完成后绑扎(基本上采用梁两端在模内,中间拱出模板上口绑扎)
a. 梁钢筋的绑扎应遵循先框架梁后非框架梁,先主梁后次梁,先绑扎低跨梁,后绑扎高跨梁。
b. 先自下而上穿好梁钢筋并在梁主筋上画出箍筋间距,套梁箍筋,再将箍筋按已画好的间距逐个分开。
c. 绑梁上部纵向筋的箍筋,用套扣法绑扎。箍筋在叠合处的弯钩,在梁中应交错绑扎。梁端第一个箍筋应设置在距离柱节点边缘50mm处。梁端与柱交接处箍筋应加密,其间距与加密区长度均要符合设计要求。
d. 节点处钢筋穿插十分稠密时,应特别注意梁顶面主筋间的净距要有30mm,以主筋间的最小净距要求。
e. 主筋为双层时,可用水泥预制条垫在两层钢筋之间,水泥预制条排距应≥ 1.5m且不少于2根。
f. 安装垫块:在主、次梁箍筋与主筋的交叉点处下垫大理石垫块 ,垫块的间距不应超过800mm,梁侧边采用塑料垫块,纵横间距不超过1000mm 。
g. 梁钢筋绑扎时应防止水电管线将钢筋抬起或压下,且梁钢筋未验收合格前应防止防雷接地将其端部或主、次梁相交处焊牢。
九、钢筋安装通病分析与防治




















十、钢筋搭接

十一、钢筋焊接和机械连接
• 着重对施工现场常见的几种焊接工艺和质量验收阐述:
• 目前常见的焊接工艺:闪光对焊、电渣压力焊、搭接焊(双面和单面搭接焊)
• 在钢筋工程焊接开工之前,必须进行现场现场焊接工艺试验,试验合格后方准进行焊接生产。
1、焊接要求:
1)钢筋焊接施工之前,应清除钢筋、钢板焊接部位以及钢筋与电极接触表面上的锈斑、油污、杂物等,钢筋端部有弯折、扭曲时,应予以矫直或切除。
2)带肋钢筋进行闪光对焊、电渣压力焊时应将纵肋对纵肋安防焊接。
3)焊剂受潮时,在使用前应烘焙2h(烘焙温度250——350度)。
4)两根同牌号、不同直径的钢筋在进行闪光对焊和电渣压力焊时径差分别不得超过4mm和7mm,焊接的工艺参数可偏较大直径选用,轴线偏差值按较小直径计算,接头强度要求应按较小直径钢筋计算。
5)在环境温度低于-5度施焊时,闪光对焊宜采用预热闪光焊或者闪光-预热闪光焊;可增加调伸长度,采用较低变压器级数,增加预热次数和间歇时间。环境温度低于-20度时,不应进行焊接。雨雪天进行焊接作业时要采取有效的遮蔽措施,焊后未冷却接头不得碰到雨和冰雪。
2、闪光对焊的调伸长度、烧化留量、顶锻留量的选择
1)调伸长度选择,应随着钢筋牌号的提高和钢筋直径的加大而增长,主要是减缓接头的温度梯度,防止热影响区产生粹硬组织。当焊接HRB400、HRBF400等牌号钢筋是,调伸长度宜在40-60mm选用。
2)烧化留量选择,应根据焊接工艺方法确定,连续闪光焊是闪光过程较长,烧化留量等于两根钢筋在切断机刀口严重压伤部分再加8-10mm,闪光-预热闪光时,应区分一次和二次烧留量,一次烧化留量不应小于10mm,二次烧化留量不应少于6mm。
3)需要预热时宜采用电阻预热法。预热留量应为1-2mm,预热次数为1-4次,每次预热时间应为1.5-2S,间歇时间应为3-4S。
4)顶锻留量应为3-7mm,并应随着钢筋直径的增大和钢筋牌号的提高而增加。
3、搭接焊
1)搭接焊焊接规定:应根据钢筋牌号,直径、接头形式和焊接位置,选择焊接材料,确定焊接工艺参数;焊接时引弧应在垫板、帮条或形成焊缝的部位进行,不得烧伤主筋;焊接地线与钢筋应接触良好;焊接过程中应及时清渣,焊缝表面应光滑,焊缝余高应平缓过度,弧坑应填满。
2)搭接焊时宜采用双面焊,当不能进行双面焊时,可采用单面焊。搭接长度见右侧表:
3)焊接时端钢筋宜预弯,并应使两钢筋的轴线在同一直线上。
4)焊接时应在搭接焊形成焊缝中引弧,在端头收弧前应填满弧坑,并应使主焊缝与定位焊缝的始端和终端熔合。

4、电渣压力焊
适用于工业与民用建筑现浇钢筋混凝土结构中直径14~ 40mm的Ⅰ~Ⅱ级竖向或斜向(倾斜度4∶1范围内)钢筋的连接。电渣压力焊是利用焊接电流通过两钢筋端面间隙,在焊剂层下形成电弧过程和电渣过程,产生电弧和电阻热,熔化钢筋,加压完成的一种焊接方法。
1)、当前竖向连接采用最多的接头,适用、经济、省事、 质量可靠,弯曲试验不合格,只能纵向受力,适用直径14-32。
2)、质量与电压、电流、时间有关,钢筋断面平整、垂直十分重要。
3)、质量要求:焊包均匀,出台 ≥4mm,轴线错位≤0.1d、≥2mm,轴线弯折≤3度
4)、接头位置:50%错开, ≥35d,第一接头在加密区外
5)、复试:二层、300个抽3个做拉力实验钢筋电渣压力焊四周焊包凸出钢筋表面高度:当钢筋直径为25mm及以下时不得小于4mm,当钢筋直径为28mm及以上时不得小于6mm。
5、电弧焊
1)、横向连接采用较多的接头,包括帮条焊、搭接焊、窄间隙焊等。
2)、帮条焊、搭接焊质量要求:不能双面,才用单面焊缝宽度 ≥0.8d,深度≥0.3d单面搭接长度≥8d(I) ,10d(II) ,双面减半同轴连接,轴线错位≤0.1d、≥2mm,轴线 弯折≤3度
3)、窄间隙焊将待焊接头置于铜质模具内,留出间隙,手工电弧连续焊接,焊条融合,金属填满间隙,两端钢筋连接成一体的焊接工艺,16-40直径。
4)、质量要求:钢筋接触端面平整,间隙10 ~ 15mm,端面4/5 高度逐渐外扩,焊缝余高2~3mm,平缓过度,不得有裂纹及0.5mm深咬边,其余同上
5)、复试:二层、300个接头抽3个做拉力实验,若有多种直径,应取最大直径者。
6、闪光对焊
1)、钢筋闪光对焊是利用对焊机使两段钢筋接触,通过低电压的强电流,待钢筋被加热到一定温度变软后,进行轴向加压顶锻,形成对焊接头。
2)、适用范围:I一III级热轧钢筋。当钢筋直径较小(II级22、III级20,焊机容量160kVA),钢筋级别较低,可采用连续闪光焊。当钢筋直径较大,端面较平整,宜采用预热闪光焊;当端面不够平整,则应采用闪光一预热一闪光焊 。
3)、质量要求:
a、接头部位不得有横向裂纹 ;
b、电极接触处的钢筋表面不得有明显烧伤 ;
c、接头处的弯折角≤ 3度;
d、接头处的轴线偏移≤ 0.1d、≤ 2mm 。
4、复试:
a、在同一台班内,由同一焊工完成的300个同级别、同直径钢筋焊接接头作为一批。若同一台班内焊接的接头数量较少,可在一周之内累计计算。若累计仍不足300个接头,则应按一批计算。
b、从每批接头中随机切取6个试件,其中3个做拉伸试验,3个做弯曲试验。
c、封闭 环式箍筋以600个同牌号、规格为一批,只做拉伸试验。
7、钢筋机械连接
钢筋机械连接常见的主要为直螺纹连接
7.1、在施工现场加工钢筋时,应符合下列规定:
1>加工钢筋接头的操作工人应经专业技术人员培训和各后才能上岗,人员应相对稳定。
2>钢筋接头的加工应经工艺检验合格后方可进行。
7.2、直螺纹接头的现场加工规定:
1>钢筋端部应切平或镦平后加工螺纹。
2>镦粗头不得有与钢筋轴线垂直的横向裂纹。
3>钢筋丝头长度应满足企业标准中产品设计要求,公差应为0-2.0倍螺距。
4>钢筋丝头宜满足6f级精度要求,应用专用直螺纹量规检验,抽检数量10%,检验合格率不应小于95%。
5>直螺纹接头安装最小拧紧扭矩值见下表:

7.3、施工现场接头检验与验收
1>接头安装前应检查连接件产品合格证及套筒表面生产批号标识,产品合格证应包括适用钢筋直径和接头性能等级、套筒类型、生产单位、生产日期以及可追溯产品原材料力学性能和加工质量的生产批号。
2>接头的现场检验应按检验批进行,同一施工条件下采用同一批材料的同等级、同型式、同规格接头,应以500个为一个验收批进行检验与验收,不足500个也应作为一个验收批。
3>直螺纹安装后应每验收批抽取10%的接头进行拧紧扭矩校核,拧紧扭矩值不合格数超过被校核接头数的5%时,应重新拧紧全部接头,直到合格为止。
4>对接头的每一检验批,必须在工程结构中随机截取3个接头试件作抗拉强度试验,按设计要求的接头等级进行评定,评定标准须符合《钢筋机械连接技术规程》JGJ107-2010 中表3.0.5强度等级的要求,合格时该验收批应评为合格。如有1个试件的抗拉强度不符合要求,应再取6个试件进行复检。复检中如仍有1个试件的抗拉强度不符合要求,则该验收批应评为不合格。
5>应做好机械现场检验报告
7.4、其余相关规定请参见《钢筋机械连接技术规程》JGJ107-2010 或其他相关规范。

8、机械连接:直螺纹接头

十二、钢筋焊接通病防治








十三、问题与亮点图片展示















质量控制:
① 钢筋应做到“七不绑”“五不验”管理措施
七不绑:
1、 已浇筑混凝土浮浆未清除干净不准绑钢筋;
2、 钢筋污染清除不干净不准绑钢筋;
3、 控制线未弹好不准绑钢筋;
4、 钢筋偏位未检查、校正不合格不准绑钢筋;
5、 钢筋接头本身质量未检查合格不准绑钢筋;
6、 技术交底未到位不准绑钢筋;
7、 钢筋加工未通过验收不准绑钢筋。
五不验:
1、 钢筋未完成不验收;
2、 钢筋定位措施不到位不验收;
3、 钢筋保护层垫块不合格,达不到要求不验收;
4、 钢筋纠偏不合格不验收;
5、 钢筋绑扎未严格按技术交底施工不验收。
为了确保钢筋工程的质量,针对各工程,必须在原材料质量、钢筋加工、定位、钢筋焊接及绑扎等各个环节上加强过程控制,采取可靠的措施,确保工程目标的实现。
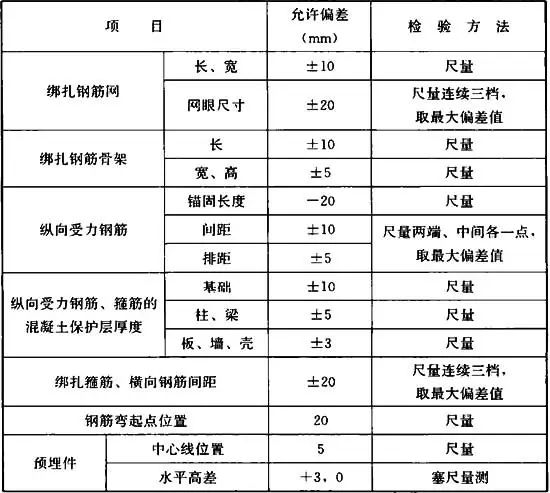
• 钢筋检验内容:
(1)纵向受力钢筋的品种、规格、数量、位置等;
(2)钢筋连接方式、接头位置、接头数量、接头面积百分率等;
(3)箍筋、横向钢筋的品种、规格、数量、间距等。
(4)预埋件的规格、数量、位置等。