一、钢筋加工
⑴受力钢筋的弯钩和弯折
受力钢筋的弯钩和弯折应符合下列规定:
1)HPB235级钢筋末端应作180°弯钩,其弯弧内直径不应小于钢筋直径的2.5倍,弯钩的弯后平直部分长度不应小于钢筋直径的3倍。
2)当设计要求钢筋末端需作135°弯钩时,HRB335级、HRB400级钢筋的弯弧内直径不应小于钢筋直径的4倍,弯钩的弯后平直部分长度应符合设计要求。
3)钢筋作不大于90°的弯折时,弯折处的弯弧内直径不应小于钢筋直径的5倍。
⑵箍筋末端弯钩形式
除焊接封闭环式箍筋外,箍筋的末端应作弯钩,弯钩形式应符合设计要求;当设计无具体要求时,应符合下列规定:
1)箍筋弯钩的弯弧内直径除应满足规范规定外,尚应不小于受力钢筋直径。
2)箍筋弯钩的弯折角度:对一般结构,不应小于90°;对有抗震等要求的结构,应为135°。
3)箍筋弯后平直部分长度:对一般结构,不宜小于箍筋直径的5倍;对有抗震等要求的结构,不应小于箍筋直径的10倍。
⑶钢筋调直
钢筋调直宜采用机械方法,也可采用冷拉方法。当采用冷拉方法调直钢筋时,HPB235级钢筋冷拉率不宜大于4%,HRB335级、HRB400级和RRB400级钢筋的冷拉率不宜大于1%。
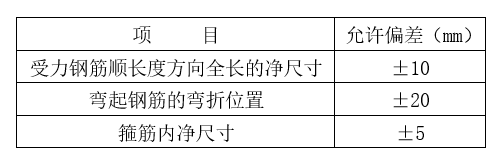
⑷钢筋加工的形状、尺寸偏差
钢筋加工的形状、尺寸应符合设计要求,其偏差应符合下表的规定。
二、钢筋连接
常用的钢筋连接有机械直螺纹连接接头、电渣压力焊焊接接头、闪光对焊或电弧焊接头和绑扎接头,纵向受力钢筋的连接方式应符合设计要求。在施工现场,应按国家现行标准《钢筋机械连接通用技术规程》JGJ107、《钢筋焊接及验收规程》JGJ18的规定抽取钢筋机械连接接头、焊接接头试件作力学性能检验,其质量应符合有关规程的规定。
⑴.焊接接头质量检查
1)电渣压力焊:清除油污、锈斑等,焊剂要防潮,如受潮要进行烘干处理,操作工在工程中要注意焊剂装匀压实。可适当延迟敲击焊壳,检查时应看接头、焊边是否均匀饱满、光滑,不得有裂纹、塌陷、咬边、夹渣,钢筋表面无明显烧伤等缺陷,接头处钢筋轴线偏移不大于1/10d,且不大于2mm,接头初弯折不得大于4度,对外观检查不合格的接头应将其切断重焊。


2)闪光对焊操作时,根据钢筋直径大小选用合适的焊接工艺,焊接前钢筋端头应顺直,150mm范围内除锈、除污,两轴线偏差不超过0.5mm。
⑵.钢筋接头设置
1)受力钢筋的接头宜设置在受力较小处。同一纵向受力钢筋不宜设置两个或两个以上接头。接头末端至钢筋弯起点的距离不应小于钢筋直径的10倍。柱连接接头可参照<砼结构施工图平面整体表示方法制图规则和构造详图>(16G101)执行。
2)当受力钢筋采用机械连接接头或焊接接头时,设置在同一构件内的接头宜相互错开。
纵向受力钢筋机械连接接头及焊接接头连接区段的长度为35倍d(d为纵向受力钢筋的较大直径)且不小于500mm,凡接头中点位于该连接区段长度内的接头均属于同一连接区段。同一连接区段内,纵向受力钢筋机械连接及焊接的接头面积百分率为该区段内有接头的纵向受力钢筋截面面积与全部纵向受力钢筋截面面积的比值。
同一连接区段内,纵向受力钢筋的接头面积百分率应符合设计要求;当设计无具体要求时,应符合下列规定:
① 在受拉区不宜大于 50%。
② 接头不宜设置在有抗震设防要求的框架梁端、柱端的箍筋加密区;当无法避开时,对等强度高质量机械连接接头,不应大于50%。
③ 直接承受动力荷载的结构构件中,不宜采用焊接接头;当采用机械连接接头时,不应大于50%。
检查数量在同一检验批内,对梁、柱和独立基础,应抽查构件数量的10%,且不少于3件;对墙和板,应按有代表性的自然间抽查10%,且不少于3间;对大空间结构,墙可按相邻轴线间高度5m左右划分检查面,板可按纵横轴线划分检查面,抽查10%,且均不少于3面。
3)同一构件中相邻纵向受力钢筋的绑扎搭接接头宜相互错开。绑扎搭接接头中钢筋的横向净距不应小于钢筋直径,且不应小于25mm。
钢筋绑扎搭接接头连接区段的长度为1.3Ll(Ll为搭接长度),凡搭接接头中点位于该连接区段长度内的搭接接头均属于同一连接区段。同一连接区段内,纵向钢筋搭接接头面积百分率为该区段内有搭接接头的纵向受力钢筋截面面积与全部纵向受力钢筋截面面积的比值(GB50204 图5.4.6)
同一连接区段内,纵向受拉钢筋搭接接头面积百分率应符合设计要求;当设计无具体要求时,应符合下列规定:
① 对梁类、板类及墙类构件,不宜大于25%;
② 对柱类构件,不宜大于50%;
③ 当工程中确有必要增大接头面积百分率时,对梁类构件,不应大于50%;对其他构件,可根据实际情况放宽。纵向受力钢筋绑扎搭接接头的最小搭接长度应符合下面第2条的规定。
检查数量在同一检验批内,对梁、柱和独立基础,应抽查构件数量的10%,且不少于3件;对墙和板,应按有代表性的自然间抽查10%,且不少于3间;对大空间结构,墙可按相邻轴线间高度5m左右划分检查面,板可按纵、横轴线划分检查面,抽查10%,且均不少于3面。
4)在梁、柱类构件的纵向受力钢筋搭接长度范围内,应按设计要求配置箍筋。当设计无具体要求时,应符合下列规定:
① 箍筋直径不应小于搭接钢筋较大直径的0.25倍;
② 受拉搭接区段的箍筋间距不应大于搭接钢筋较小直径的5倍,且不应大于100mm;
③ 受压搭接区段的箍筋间距不应大于搭接钢筋较小直径的10倍,且不应大于200mm;
④ 当柱中纵向受力钢筋直径大于25mm时,应在搭接接头两个端面外100mm范围内各设置两个箍筋,其间距宜为 50rum。
检查数量在同一检验批内,对梁、柱和独立基础,应抽查构件数量的10%,且不少于3件;对墙和板,应按有代表性的自然间抽查10%,且不少于3间;对大空间结构,墙可按相邻轴线间高度5m左右划分检查面,板可按纵、横轴线划分检查面,抽查10%,且均不少于3面。
⑶.纵向受力钢筋的最小搭接长度
1)当纵向受拉钢筋的绑扎搭接接头面积百分率不大于25%时,最小搭接长度设计有规定时按设计规定,若设计无规定应符合下表的规定。
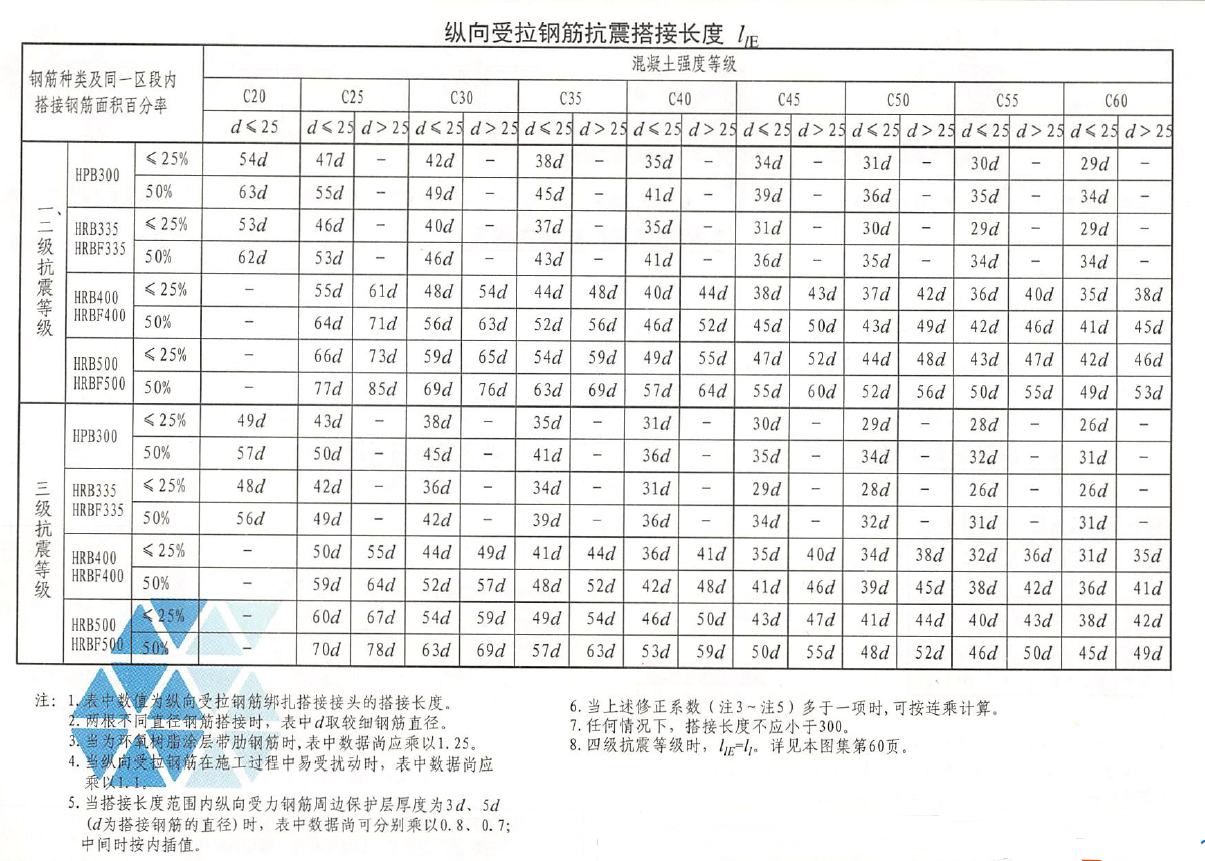

2)当纵向受拉钢筋搭接接头面积百分率大于25%,但不大于50%时,其最小搭接长度设计有规定时按设计规定,若设计无规定应按表7中的数值乘以系数1.2取用;当接头面积百分率大于50%时,设计有规定时按设计规定,若设计无规定应按表6中的数值乘以系数1.35取用。
3)当符合下列条件时,纵向受拉钢筋的最小搭接长度设计有规定时按设计规定,若设计无规定应根据上述两条确定后,按下列规定进行修正:
① 当带肋钢筋的混凝土保护层厚度大于搭接钢筋直径的3倍且配有箍筋时,其最小搭接长度可按相应数值乘以系数0.8取用。
② 对环氧树脂涂层的带肋钢筋,其最小搭接长度应按相应数值乘以系数1.25取用。
③ 对未端采用机械锚固措施的带肋钢筋,其最小搭接长度可按相应数值乘以系数0.7取用;
④ 当带肋钢筋的混凝土保护层厚度大于搭接钢筋直径的3倍且配有箍筋时,其最小搭接长度可按相应数值乘以系数0.8取用;
在任何情况下,受拉钢筋的搭接长度不应小于300mm。
4)纵向受压钢筋搭接时,其最小搭接长度应根据上述1)~3)条的规定确定相应数值后,乘以系数0.7取用。在任何情况下,受压钢筋的搭接长度不应小于200mm。
⑷. 钢筋的锚固
根据建筑结构设计要求的锚固长度现场检查。
三、钢筋安装
监理人员在检查施工单位安装的钢筋时,受力钢筋的品种、级别、规格、数量和位置必须符合设计要求。
⑴.受力钢筋的混凝土保护层厚度(即钢筋外边至混凝土表面的距离),应符合设计要求;当设计无具体要求时,不应小于受力钢筋直径,并符合表7的规定。
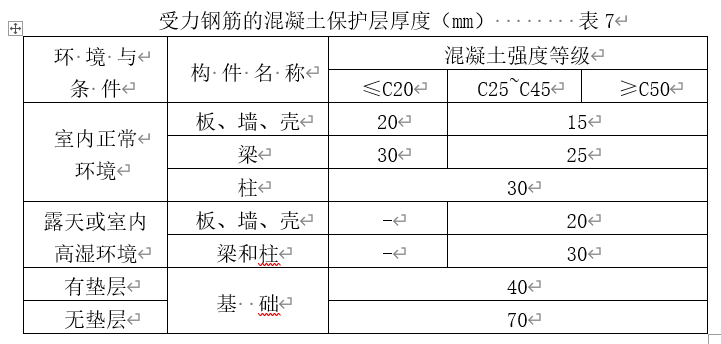
注:1. 板、墙、壳中分布钢筋的保护层厚度不应小于表7中数值减10mm,且不应小于10mm。
2.梁、柱箍筋和构造钢筋的保护层厚度不应小于15mm。
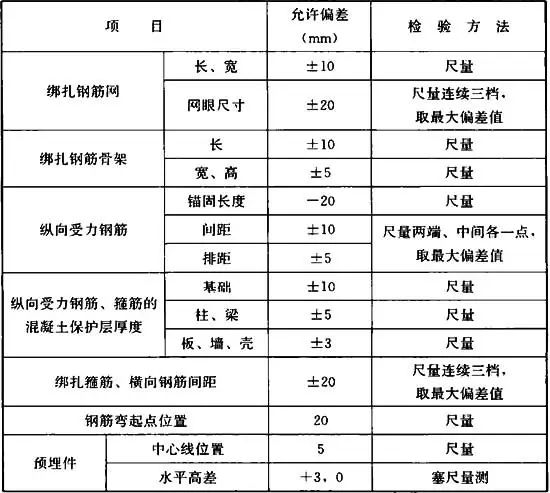
⑵.钢筋位置的允许偏差
钢筋安装位置的允许偏差和检验方法应符合表8的规定。
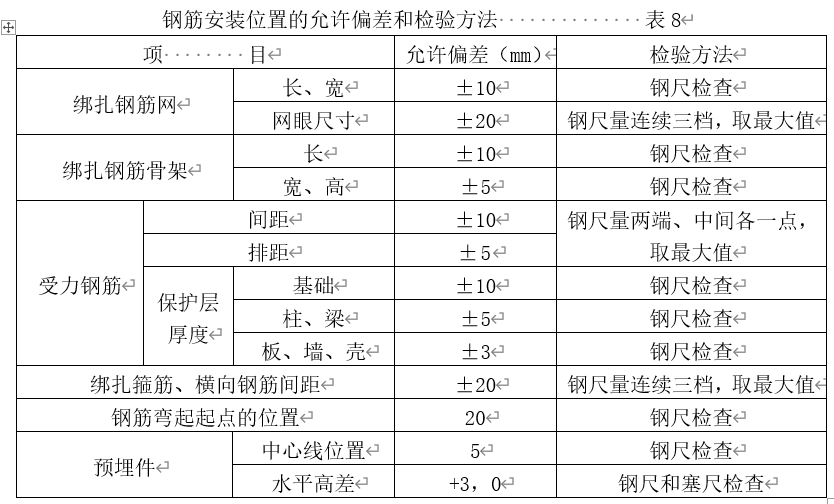
注:1 检查预埋件中心线位置时,应沿纵、横两个方向量测,并取其中的较大值;
2 表中梁类、板类构件上部纵向受力钢筋保护层厚度的合格点率应达到90%及以上,且不得有超过表中数值1.5倍的尺寸偏差。
四、钢筋施工常见质量问题及原因分析
⑴.钢筋表面锈蚀
1)现象:钢筋表面有锈斑,随着时间的增长,发生表面的锈皮脱落现象。
2)原因分析:①.露天堆放时间长,受到雨、雪侵蚀;②.环境潮湿,通风不良。
⑵.钢筋冷弯性能差
1)现象:冷弯试验不合格。
2)原因分析:①.钢筋含碳量高;②.钢筋表面有缺陷。
⑶.柱子钢筋偏位
1)现象:柱子钢筋位置偏差大,钢筋保护层过大或过小。
2)原因分析:①.浇筑混凝土楼板时,柱子插筋无限位措施。②.柱子钢筋保护层垫块数量不足,保护层厚度不符合要求。
⑷.钢筋同截面接头过多
1)现象:钢筋同截面接头百分率超过规范规定。
2)原因分析:①.不熟悉规范规定;②.钢筋配料时,没考虑钢筋接头错开,长短搭配组合。
⑸.绑扎节点松扣
1)现象:钢筋绑扎节点铁丝松脱。
2)原因分析:①.绑扎的铁丝太硬或粗细不当;②.绑扎接头没扎牢;③.绑扣全部向同一个方向。
⑹.对焊接头未焊透
1)现象:对焊头有未熔化的痕迹或夹渣。
2)原因分析:①.预热程度不够;②.临近顶锻时的烧化速度慢;③.顶锻速度慢,顶锻压力小;④.带电顶锻过程时间短。
⑺.电渣压力焊焊包不均匀
1)现象:焊包厚度不均匀,在钢筋连接面周围不对称。
2)原因分析:①.钢筋端面不平整;②.填撞焊剂不均匀;③.焊接时间短,熔化量不够。
⑻.焊接接头轴线偏位
1)现象:焊接的两根钢筋接头,轴线不在一个中心线上。
2)原因分析:① 对焊接头电极位置不正确,对焊接头电极钳口有破损或电极变形,对焊接头钢筋接头不直;②.电渣压力焊钢筋端部不平,电渣压力焊挤压力过大,电渣压力焊夹具安装偏斜。
⑼.板或悬挑构件的钢筋保护层不符合要求
1)现象:板或悬挑构件的上皮钢筋保护层过大。
2)原因分析:①.钢筋骨架或网片绑扎不牢;②.垫块或马凳数量不足或未设置;③.浇筑混凝土时,机具重压、脚踏,使钢筋位置下移。
⑽.箍筋不规范
1)现象:矩形箍筋成型后,两对角线长度不相等,或弯钩角度不呈135度。
2)原因分析:①.矩形边长箍筋成型尺寸与设计图纸误差大,算料尺寸不准;②.没有严格控制弯曲角度,一次弯曲多个箍筋时没有逐个对齐。