1、GB50661-2011 钢结构焊接规范 强条摘抄
4.0.1钢结构焊接工程用钢材及焊接材料应符合设计文件的要求,并应具有钢厂和焊接材料厂出具的产品质量证明书或检验报告,其化学成分、力学性能和其他质量要求应符合国家现行有关标准的规定。
5.7.1 承受动载需经疲劳验算时,严禁使用塞焊、槽焊、电渣焊和气电立焊接头。
6.1.1除符合本规范 第6.6节规定的免予评定条件外,施工单位首次采用的钢材、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理制度以及焊接工艺参数、预热和后热措施等各种参数的组合条件,应在钢结构构件制作及安装施工之前进行焊接工艺评定。
8.1.8抽样检验应按下列规定进行结果判定:
1抽样检验的焊缝数不合格率小于2%时,该批验收合格;
2抽样检验的焊缝数不合格率大于5%时,该批验收不合格;
3除本条第5款情况外抽样检验的焊缝数不合格率为2%~5%时,应加倍抽检,且必须在原不合格部位两侧的焊缝延长线各增加一处,在所有抽检焊缝中不合格率不大于3%时,该批验收合格,大于3%时,该批验收不合格;
4批量验收不合格时, 应对该批余下的全部焊缝进行检验;
5检验发现 1处裂纹缺陷时,应加倍抽查,在加倍抽检焊缝中未再检查出裂纹缺陷时,该批验收合格;检验发现多于1处裂纹缺陷或加倍抽查又发现裂纹缺陷时,该批验收不合格,应对该批余下焊缝的全数进行检查。
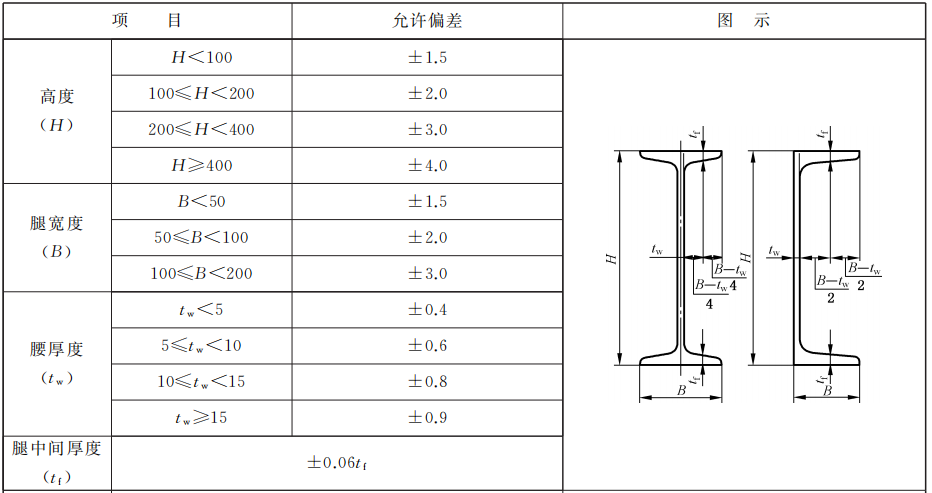
GB50205-2022 钢结构工程施工质量验收规范 第5章 焊接工程
表格摘录如下






以下为测试用,请勿支付
测试,测试