来源:建筑工程鲁班联盟、流程工业
如有侵权,请联系删除
管道连接是工程施工中非常重要的一环,直接关系到工程的质量。随着管道行业的迅速发展,连接管道的方法也越来越多,但是不同的管道各有优缺点,也有着不同的用途,正确选用连接方式是工程人员必须具备的技能,为此整理了10种连接方式的特征,相关图文供大家学习交流。

|
类型 |
特点和应用 |
|
螺栓连接 |
用于连接两个较薄零件。在被连接件上开有通孔。普通螺栓的杆与孔之间有间隙,通孔的加工要求低,结构简单,装拆方便,应用广泛。铰制孔螺栓(GB/T 27)孔与螺杆常采用过渡配合如H7/m6,H7/n6。这种连接能精确固定被连接件的相对位置。适于承受横向载荷,但孔的加工精度要求较高,常采用配钻,铰 |
|
双头螺栓连接 |
用于被连接件之一较厚,不宜于用螺栓连接,较厚的被连接件强度较差,又需经常拆卸的场合。在厚零件上加工出螺纹孔,薄零件上加工光孔,螺栓拧入螺纹孔中,用螺母压紧薄零件。在拆卸时,只需旋下螺母而不必拆下双头螺栓。可避免大型被连接件上的螺纹孔损坏 |
|
螺钉连接 |
螺栓(或螺钉)直接拧入被连接件的螺纹孔中,不用螺母。结构比双头螺栓简单,紧凑。用于两个被连接件中一个较厚,但不需经常拆卸,以免螺纹孔损坏 |
|
紧定螺钉连接 |
利用拧入零件螺纹孔中的螺纹末端顶住另一零件的表面或顶入另一零件上的凹坑中,以固定两个零件的相对位置。这种连接方式结构简单,有的可任意改变零件在周向或轴向的位置,以便调整,如电器开关旋钮的固定 |
|
沉头螺钉 |
用于强度要求不高,螺纹直径小于10mm的场合。螺钉头部或局部沉入被连接件,这种结构多用于要求外表面平整的场合,如仪表面板 |
|
自攻螺钉 |
用于连接强度要求不高的场合。但一般应先预先制出底孔。若采用带钻头部分的自钻自攻螺钉,则不需预制底孔,用于有色金属,木材等 |
|
木螺钉连接 |
一般用于木结构的连接。木质件视其材质的硬度和木螺钉的长度,可以不预制或制出一定大小,深度的预制孔 |
|
自攻锁紧螺钉连接 |
其螺纹为弧形三角界面,螺钉经表面淬硬,可拧入金属材料的预制孔中,挤压形成内螺纹。挤压形成的内螺纹比切制的提高强度30%以上。螺钉的做小抗拉强度为800MPa。自攻锁紧螺钉有低拧紧力矩,高锁紧性能,已在家用电器,电工和汽车行业中大量使用 |
|
紧固件-组合件连接 |
垫圈与外螺纹紧固件由标准间专业厂生产后组装成套供应。我国于1988年发布了23个紧固件组合件生产标准。这种连接件使用方便,省时,安全可靠,常用于紧密采用紧固件连接的场合,如电器柜的接线柱 |
优点:制造、使用都简单,联接可靠、使用方便、通用性好、可装拆而重复使用等。
缺点:承压较低,螺纹处容易腐烂和泄漏。

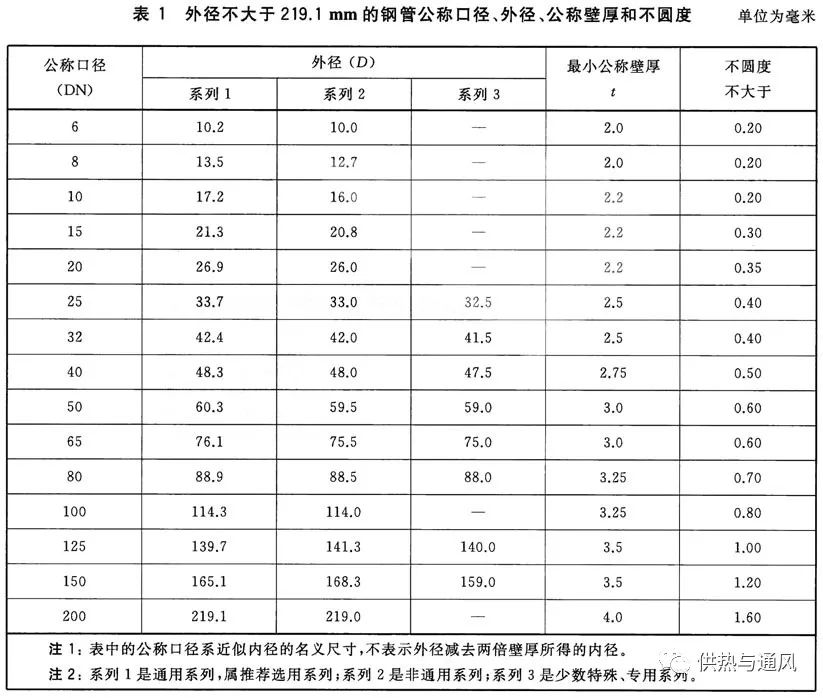
螺纹的基本尺寸及其公差
· 国家标准《55°密封管螺纹》GB/T7306,适用于管子、阀门、管接头、旋塞及其他管路附件的螺纹连接。
拧紧后露出2-3牙螺尾、清除多余填料、外露丝牙涂刷红丹防锈。红丹涂刷宽度一致,涂层均匀,无流淌、漏涂现象。
➤ 常见问题示例




外露螺纹防锈处理
焊接连接作为最传统的一种连接方式,也是日常中最常用的连接方式,其主要特点是接口牢固耐久、接口处密封度高,不用经常维护,常用的焊接方式有很多种,这里就不一一介绍了。

优点:接口牢固耐 久,不易渗漏,接头强度和严密性高,使用后不需要经常管理。焊接有节省金属材料、生产效率高、接头密封性好的优点。
缺点:焊接接头容易产生较大的焊接变形和焊接残余应力,从而影响接头的承载能力、加工精度和尺寸稳定性,同时在焊缝与管子的交界处(热影响区)生产应力集中,对接头的疲劳断裂有较大影响。焊接接头中容易产生焊接缺陷(裂纹、气孔、夹渣、未熔合、未焊透)等。这些缺陷的存在会降低焊接接头强度、引起应力集中、损坏焊缝致密性。
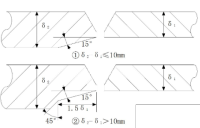
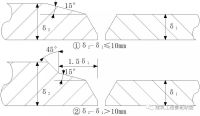
➤ 焊缝坡口
按规范要求坡口,一般为V型,坡口角度60-75°,组对间隙2-3mm。
➤ 焊缝组对
内壁错边量不宜超过壁厚的10%,且≯2mm;外壁错边量≯3mm。

焊缝坡口、组对尺寸

焊缝组对方法
焊缝组对错边量修正

管道焊缝错口
➤ 焊接
1)不锈钢管焊接内部充氩保护,焊后对焊缝及热影响区进行酸洗、钝化处理;
2)紫铜管钎焊不得加热过度(650-750℃ ),焊后清除焊接接头处残留的熔渣等杂物;
3)焊缝外观检查无咬肉、夹渣、裂缝、飞溅等缺陷。

不锈钢管焊接充氩示意图

铜管钎焊连接

焊缝外观成形好
➤常见问题示例



铜管钎焊缝处未清理 咬边、焊缝宽窄、余高不一
铜管焊接后在焊料充分凝固但尚未完全冷却时,用回丝、清水擦洗留在焊缝处的焊剂,干回丝擦干。然后在焊缝处涂上清漆一度,以防止锈蚀。
不锈钢管焊接后,用不锈钢刷蘸取酸膏刷洗焊缝,呈白亮色为止,用清水冲净;然后用钝化液揩檫一遍,用冷水擦洗干净,最后用热水冲洗并擦干即可。
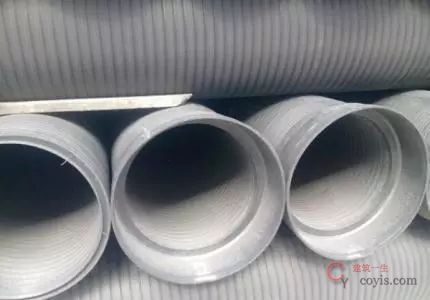
在化工管道中,用作输水的铸铁管多采用承插连接。承插连接适用于铸铁管、陶瓷管、塑料管等。它主要应用在压力不大的上、下水管路。
2、石棉水泥接口:优点:具有较高强度和较好抗震性,水密性及 粘接力好。缺点:劳动强度大。
3、自应力水泥接口:优点:接口劳动强度小,工作效率高。缺点:只适应于工作压力不超过1.2MPa 承插管道,抗震性差,不宜用于土质松软、地基不坚实的地方。
4、非金属管的承插连接:硬聚氯乙烯管: 硬聚氯乙烯管:硬聚 氯乙烯的承插连接,是采用承插粘接的方式连接管子或管件, 不需要对管口进行焊接。玻璃钢管道采用承插式连接,一般要求管道内径比较大,市场上能见到的最小内径不小于300mm,太小内径因为玻璃钢管道壁厚较薄,从制作工艺上难以满足插头上的胶圈槽的设计。市政工程给排水工程中应用的玻璃钢夹砂管道大多数采用承插式连接,优点:连接简单、快捷、省时、省力、安装费用低。缺点:在一些地质条件差的淤泥地带,因为玻璃钢管道是柔性连接,在相邻的两条管发生不均匀沉降时,容易造成浮管,管道连接分离。
粘接连接是采用粘合剂做粘接填料,将同质的管材、管件粘接在一起,从而起到密封作用。粘接连接有着施工简便、固化速度快等优势,被广泛应用于排水系统。

优点:粘接界面应力分布均匀;防止金属发生电化学腐蚀;保证结构部件疲劳强度;粘接工艺设备投入低,使用简便,快速,安全,节能;适应性强,能满足特殊需求,比如导热、导电、耐油等。
缺点:粘接层的抗剥离强度、不均匀扯离强度和抗冲击强度较低。一般胶粘剂耐热性不高(一般150℃,最高300 C),耐老化性能差,而且缺乏无损检验粘接质量的方法。
法兰连接就是把两个管道、管件或器材,先各自固定在一个法兰盘上,然后在两个法兰盘之间加上法兰垫,最后用螺栓将两个法兰盘拉紧使其紧密结合起来的一种可拆卸的接头。

优点:法兰联接有较好的强度和紧密性,适用的尺寸范围宽,在设备和管道上都能应用,所以应用最普遍。
缺点:但法兰联接时,不能很快地装配与拆卸,制造成本较高。
➤ 管道法兰
1)配对法兰规格、型号相同;与设备法兰连接时应按其规格配对;
2)法兰连接时同轴、平行,法兰面垂直于管中心;
3)紧固螺栓规格相同、方向一致、螺栓露出长度为1/2螺栓直径或与螺母齐平;
4)连接阀门时螺母放在阀件侧;
5)水平管法兰最上面两个螺孔保持水平、垂直管法兰靠墙两个螺孔与墙平行。
·法兰标准:国家标准GB9112-9123、机械部标准JB79-86、化工部标准HG5008-5028及石油工业部标准SYJ4,法兰螺栓孔中心相同,JB标准和HG标准的管径为“小外径”,GB标准和SYJ标准为“大外径”,使用时应注意个别规格法兰的螺栓孔数量不同。

法兰与管子焊接剖面图

法兰与管子自动焊

螺栓方向、长度规范
➤ 常见问题示例

法兰内圈未焊接


两边螺栓未对齐

法兰不匹配
➤ 风管角钢法兰
1)法兰制作应法兰面平整、对角线长度相等、焊缝饱满;
2)法兰螺栓孔及铆钉间距均匀且符合规范要求,法兰四角处设螺孔;
3)法兰连接时螺栓方向应统一、长度一致,螺栓材质与风管相对应;
4)法兰紧固后应严密无泄漏,法兰面间隙均匀,垫片不得凸入管内或突出法兰外;
5)法兰连接后螺栓无锈蚀现象。
· 中、低压系统风管法兰的螺栓及铆钉孔的孔距不得大于150mm,高压系统风管不得大于100mm。矩形风管法兰的四角部应设有螺孔。

矩形风管角钢法兰

角钢法兰连接
金属风管法兰材料规格不应小于下表的规定:

➤ 风管薄钢板法兰
1)法兰应与风管垂直、贴合紧密;
2)风管法兰四角处内外侧涂抹密封胶密封;
3)法兰四角采用螺栓固定,中间用弹簧夹或顶丝卡,间距≯150mm,外端距风管边缘≯100mm。

连体法兰四角密封方法

薄钢板连体法兰风管安装角连接示意图

弹簧夹固定

弹簧夹连接风管时分布示意

顶丝卡固定

顶丝卡连接风管时分布示意

角钢法兰连接螺栓方向、长度统一

弹簧夹(左)与顶丝卡(右)连接固定间距均匀
管道连接器是一种新型管道连接装置,它突破了传统的连接观念,采用不锈钢和橡胶制造成元件组合装置来达到密封承压功能,施工时无需对管端做任何处理,只要将连接器套在要连接的两管端,拧紧侧旁螺栓,就使卡齿紧咬管端表面达到限位固定,而密封套贴紧在管道上达到密封牢固连接的锁定状态。

优点:柔性连接、快速安装、无需动火、坚固耐用、通用性强等特点。
沟槽连接是在管道接头等部位加工形成环形沟槽,用卡箍件、橡胶密封圈和紧固件等组成的套筒式快速接头,安装时,在相邻管端套上异形橡胶密封圈后,用拼合式卡箍件连接,卡箍件的内缘就位在沟槽内并用紧固件紧固后,保证了管道的密封性能。这种连接方式具有不破坏钢管镀锌层、施工快捷、密封性好、便于拆卸等优点。可用于建筑给水、消防给水、生产给水等管道工程。

优点:操作简单,管道原有的特性不受影响,有利于施工安全,系统稳定性好,维修方便,经济效益良好。
➤ 沟槽加工
1)检查管口尺寸、圆度及制造质量,应满足沟槽制作的要求;
2)按规定的时间、分次加工沟槽,并复测沟槽的深度等尺寸;
3)沟槽加工不得损坏管子的镀锌层、内涂层。

沟槽加工尺寸

钢管滚槽、开槽基本尺寸及偏差表

加工一个沟槽的时间


钢管沟槽加工
➤ 沟槽装配
1)清理管端、套上橡胶密封圈、装上卡箍、紧固螺栓;
2)沟槽二端管道中心线一致,沟槽安装方向(紧固螺栓位置)一致;
3)直管段宜采用刚性接头,在管段上每4-5个连续的刚性接头间设置一 个挠性接头。



沟槽接头两端支架安装
➤ 常见问题示例

沟槽接头方向不统一

沟槽两端管子不顺直
用锁紧螺母和开口压紧环将管材压紧于管件上的连接方式。特点:卡套式管件密封面短,安装方便简单,无需专用工具,可以拆卸,一般使用于2632以下规格的自来水和燃气系统。
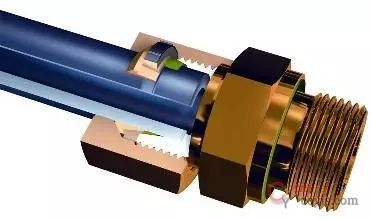
优点:连接牢靠、耐压能力高、耐温性,密封性和反复性好、安装检修方便、工作安全可靠等。
清理插入口、标注插入深度。按规定深度插入管子,保持轴线垂直。使用专用卡压工具卡压接头,卡压后用量规检查卡压尺寸是否到位。

薄壁不锈钢管卡压连接

卡压接头装配插入深度

卡压式连接

环压式连接

清理热熔部位、承插连接的标注热熔深度。使用专用热熔机按规定的加热时间加热连接部位。加热后按规定压力、时间使接头熔合,接头处形成一均匀熔接圈。

塑料管热熔承插连接

塑料管热熔承插连接技术参数


塑料管热熔对接连接

铸铁管连接前清理承插口影响接口严密性的杂物,正确放入橡胶密封圈。按施工标准要求的深度插入、保持两管段的垂直度。

承插式柔性接口安装图

柔性铸铁管法兰连接

涂塑钢管节套连接
➤ 常见问题示例

两管段不顺直
以上就是最为常见的一些管道连接方式,具体用哪种方法连接主要视工况而定,今天就给大家介绍到这里。