1 范围
本工艺标准适用于一般型钢钢屋架制作工程。
2 施工准备
2.1 材料及主要机具:
2.1.1 钢材:按设计图纸使用Q235钢或16锰钢,钢材应有质量证明书,并应符合设计要求及现行国家标准的规定。
2.1.2 连接材料:焊条、螺栓等连接材料均应有质量证明书并符合设计要求。药皮脱落或焊芯生锈的焊条,锈蚀、碰伤或混批的高强螺栓不得使用。
2.1.3 涂料:防腐油漆应符合设计要求和有关标准的规定,并应有产品质量证明书及使用说明。
2.1.4 主要机具:剪切机、型钢矫正机、钢板轧平机、钻床、电钻、扩孔钻;电焊、气焊、电弧气刨设备;钢板平台;喷砂、喷漆设备等。
工具:钢尺、角尺、卡尺、划针、划线规、大锤、凿子、样冲、撬杠、扳手、调直器、夹紧器、钻子、千斤顶等。
2.2 作业条件:
2.2.1 制作前根据设计单位提供的设计文件绘制钢结构施工详图,图纸修改时应与设计单位办理洽商手续。
2.2.2 按照设计文件和施工详图的要求编制制造工艺文件(工艺规程)。
2.2.3 制作、安装、检查、验收所用钢尺,其精度应一致,并经法定计量检测部门检定取得证明。
3 操作工艺
3.1 工艺流程:
| 加工准备及下料 | → | 零件加工 | → | 小装配 (小拼) | → | 总装配 (总拼) | → | 屋架焊接 | → |
| 支撑连接板,檩条、支座角钢装配、焊接 | → | 成品检验 | → | 除锈、油漆、编号 |
3.2 加工准备及下料:
3.2.1 放样:按照施工图放样,放样和号料时要预留焊接收缩量和加工余量,经检验人员复验后办理预检手续。
3.2.2 根据放样作样板(样杆)。
3.2.3 钢材矫正:钢材下料前必须先进行矫正,矫正后的偏差值不应超过规范规定的允许偏差值,以保证下料的质量。
3.2.4 屋架上、不弦下料时不号孔,其余零件都应号孔;热加工的型钢先热加工,待冷却后再号孔。
3.3 零件加工:
3.3.1 切割:氧气切割前钢材切割区域内的铁锈、污物应清理干净。切割后断口边缘熔瘤、飞溅物应清除。机械剪切面不得有裂纹及大于lmm的缺楞,并应清除毛制。
3.3.2 焊接:上、下弦型钢需接长时,先焊接头并矫直。采用型钢接头时,为使接头型钢与杆件型钢紧贴,应按设计要求铲去楞角。对接焊缝应在焊缝的两端焊上引弧板,其材质和波口型式与焊件相同,焊后气割切除并磨平。
3.3.3 钻孔:屋架端部基座板的螺栓孔应用钢模钻孔,以保证螺栓孔位置、尺寸准确。腹杆及连接板上的螺栓孔可采用一般划线法钻孔。
3.4 小装配(小拼):屋架端部T形基座、天窗架支承板预先拼焊组成部件,经矫正后再拼装到屋架上。部件焊接时为防止变形,宜采用成对背靠背,用夹具夹紧再进行焊接。
3.5 总装配(总拼):
3.5.1 将实样放在装配台上,按照施工图及工艺要求起拱并预留焊接收缩量。装配平台应具有一定的刚度,不得发生变形,影响装配精度。
3.5.2 按照实样将上弦、下弦、腹杆等定位角钢搭焊在装配台上。
3.5.3 把上、下弦垫板及节点连接板放在实样上,对号入座,然后将上、下弦放在连接板上,使其紧靠定位角钢。半片屋架杆件全部摆好后,按照施工图核对无误,即可定位点焊。
3.5.4 点焊好的半片屋架翻转180°,以这半片屋架作模胎复制装配屋架。
3.5.5 在半片屋架模胎上放垫板、连接板及基座板。基座板及屋架天窗支座、中间竖杆应用带孔的定位板用螺栓固定,以保证构件尺寸的准确。
3.5.6 将上、下弦及腹杆放在连接板及垫板上,用夹具夹紧,进行定位点焊。
3.5.7 将模胎上已点焊好的半片屋架翻转180°,即可将另一面上、下弦和腹杆放在连接板和垫板上,使型钢背对齐用夹具夹紧,进行定位点焊,点焊完毕整榀屋架总装配即完成,其余屋架的装配均按上述顺序重复进行。
3.6 屋架焊接:
3.6.1 焊工必须有岗位合格证。安排焊工所担任的焊接工作应与焊工的技术水平相适应。
3.6.2 焊接前应复查组装质量和焊缝区的处理情况,修整后方能施焊。
3.6.3 焊接顺序:先焊上、下弦连接板外侧焊缝,后焊上、下弦连接板内侧焊缝,再焊连接板与腹杆焊缝;最后焊腹杆、上弦、下弦之间的垫板。屋架一面全部焊完后翻转,进行另一面焊接,其焊接顺序相同。
3.7 支撑连接板、檩条支座角钢的装配,焊接:用样杆划出支撑连接板的位置,将支撑连接板对准位置装配并定位点焊。用样杆同样划出角钢位置,并将装配处的焊缝铲平,将檩条支座角钢放在装配位置上并定位点焊。全部装配完毕,即开始焊接檩条支座角钢、支撑连接板。焊完后,应清除熔渣及飞溅物。在工艺规定的焊缝及部位上,打上焊工钢印代号。
3.8 成品检验:
3.8.1 焊接全部完成,焊缝冷却24h之后,全部做外观检查并做出记录。Ⅰ、Ⅱ级焊缝应作超声波探伤。
3.8.2 用高强螺栓连接时,须将构件摩擦面进行喷砂处理,并做六组试件,其中三组出厂时发至安装地点,供复验摩擦系数使用。
3.8.3 按照施工图要求和施工规范规定,对成品外形几何尺寸进行检查验收,逐榀屋架做好记录。
3.9 除锈、油漆、编号:
3.9.1 成品经质量检验合格后进行除锈,除锈合格后进行油漆。
3.9.2 涂料及漆膜厚度应符合设计要求或施工规范的规定。以肢型钢内侧的油漆不得漏涂。
|
3.9.3 在构件指定的位置上标注构件编号。
4 质量标准
4.1 保证项目:
4.1.1 钢屋架制作进行评定前,先进行焊接及螺栓连接质量评定,符合标准规定后方可进行。
4.1.2 钢材的品种、规格、型号和质量,必须符合设计要求及有关标准的规定。
4.1.3 钢材切割面必须无裂纹、夹渣分层和大于lmm的缺楞。
4.2 基本项目:
4.2.1 构件外观表面无明显的凹面和损伤,划痕深度不大于0.5mm。焊疤、飞溅物、毛刺应清理干净。
4.2.2 螺栓孔光滑,无毛刺,孔壁垂直度偏差不大于板厚的2%,孔圆度偏差不大于1%。
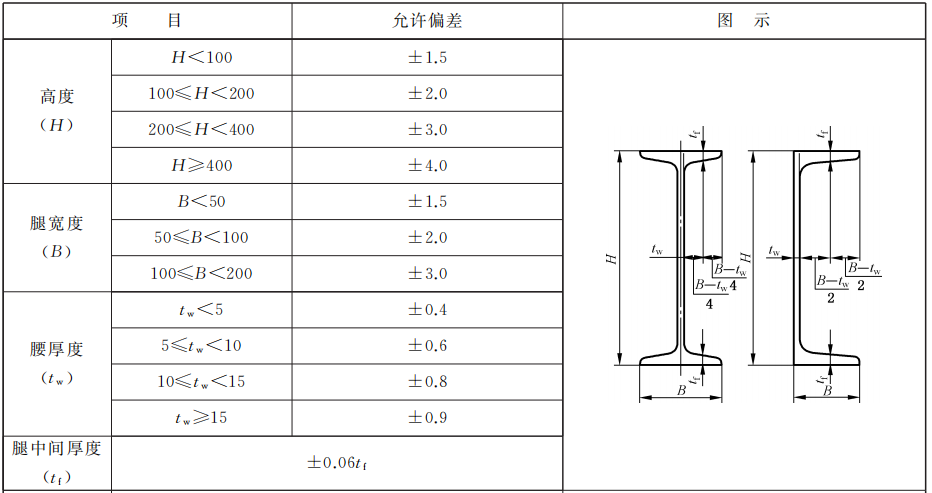
4.3 允许偏差项目,见表5-12。
表 5-12
| 项次 | 项 目 | 允许偏差 (mm) | 检验方法 | |||
|
屋架最外端两个孔或两端 | L≤24m | +3 -7 | |||
| 支承面最外侧距离 | L>24m | +5 -10 | 用钢尺检查 | |||
| 2 | 屋架跨中高度 | ±10 | ||||
| 设计未要求起拱 | +10 -5 | |||||
| 设计要求起拱 | ±L/5000 | 用拉线、钢尺检查 | ||||
| 4 | 相邻节间弦杆的弯曲 | L/1000 | ||||
| 5 | 固定檩条的连接件间距 | ±5 | ||||
| 6 | 支承面到第一个安装孔距 | ±1 | ||||
| 7 | 节点杆件轴线交点错位 | 3 | 划线后,用钢尺检查 | |||
注:L为屋架长度;l为弦杆在相邻节点间距离。
5 成品保护
5.1 堆放构件时,地面必须垫平,避免支点受力不均。屋架吊点、支点应合理;宜立放,以防止由于侧面刚度差而产生下挠或扭曲。
5.2 钢结构构件应涂防锈底漆,编号不得损坏。
6 应注意的质量问题
6.1 构件运输、堆放变形:运输、堆放时,垫点不合理,上、下垫木不在一条垂直线上,或由于场地沉陷等原因造成变形。如发生变形,应根据情况采用千斤顶、氧-乙炔火焰加热或用其它工具矫正。
6.2 构件扭曲:拼装时节点处型钢不吻合,连接处型钢与节点板间缝隙大于3mm,应予矫正,拼装时用夹具夹紧。长构件应拉通线,符合要求后再定位焊固定。长构件翻身时由于刚度不足有可能产生变形,这时应事先进行临时加固。
6.3 起拱不符合要求:钢屋架拼装时,应严格检查拼装点角度,采取措施消除焊接收缩量的影响,并加以控制,避免产生累计误差。
6.4 焊接变形:应采用合理的焊接顺序及焊接工艺(包括焊接电流、速度、方向等)或采用夹具、胎具将构件固定,然后再进行焊接,以防止焊接后翘曲变形。
6.5 跨度不准:制作、吊装、检查应用统一精度的钢尺。严格检查构件制作尺寸,不允许超过允许偏差。
7 质量记录
本工艺标准应具备以下质量记录:
7.1 钢材、连接材料、和涂装材料的质量证明、试验报告。
7.2 钢构件出厂合格证。
7.3 主要构件验收记录。
7.4 设计变更及技术处理洽商记录。
7.5 焊缝超声波探伤报告、摩擦面抗滑移系数试验报告、涂层检测记录。
7.6 构件发运及包装清单。
Word版 下载地址
本文附件下载地址
验证码获取教程(如您不知如何操作,请点击)
相关文章
- 工字钢截面尺寸及允许偏差、截面面积、理论重量及截面特性丨2026年版
- 钢结构验收解读——《GB55006-2021 钢结构通用规范》
- 钢结构焊接解读——《GB55006-2021 钢结构通用规范》
- 钢结构制作与安装解读——《GB55006-2021 钢结构通用规范》
- 工字钢与H型钢的区别、优缺点及适用范围
- 上海市奉贤区建设工程《钢结构现场施工安全标准图册》丨P41,可下载
- 2205号钢V字形焊接工艺指导书
- 余姚市丨失稳!钢结构坍塌,甲方实际负责人等5死7伤!5人被采取刑事强制措施!
- 国家游泳中心(水立方)工程世界上第一个多面体空间刚架结构
- 中央电视台总部大楼(大裤衩)钢结构安装简介
- 钢结构质量通病与防治,PPT可下载
- 洛阳一产业园项目只有钢架就庆祝封顶? 回应:厂房封顶不同于房地产
- 方形钢管的尺寸、理论重量和物理参数
- 钢结构坍塌致2死3重伤!董事长/项目经理等4人被追刑责、12人被处理
- 金属结构工程定额计算规则
- 焊接平行检查记录填表说明
- 钢结构技术
- 钢结构防火涂料涂装施工质量技术交底
- 钢结构防腐涂装
- 钢屋架制作施工质量技术交底
- 钢结构手工电弧焊焊接施工质量技术交底
- 钢网架结构拼装施工质量技术交底
- 钢网架结构安装施工质量技术交底
- 扭剪型高强螺栓连接施工质量技术交底
- 钢屋架安装施工质量技术交底





{kind=link}