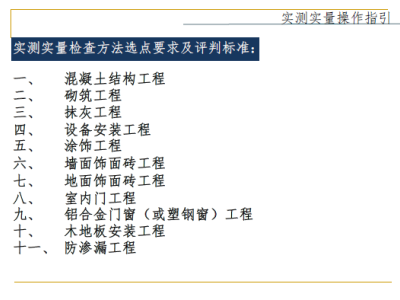
1. 基本原则
1.1. 实测前,同一标段内根据各楼栋进度,从图纸随机选取处于抹灰阶段2-4套房作为实测套房。户数最多的房型为必选。
1.2. 所选2套房中的五项检测指标为:型材拼缝宽度、型材接缝高低差、窗框正面垂直度、窗框对角线长度差。
1.3. 塑钢门窗由于型材采用焊接方式,不检测“型材拼缝宽度”指标。
2. 型材拼缝宽度(铝合金门窗)
2.1. 指标说明:指铝合金门框型材拼接缝隙大小,反映观感质量和渗漏风险。
2.2. 合格标准:;[0,0.3]mm
2.3. 测量工具:钢塞片
2.4. 测量方法和数据记录:
(1) 该指标宜在窗扇安装完、窗框保护膜拆除完的装修收尾阶段测量。
(2) 户内每一樘门或窗都可以作为1个实测区,累计实测实量10个实测区。
(3) 在同一铝合金门或窗的窗框、窗扇,目测选取1条疑似缝隙宽度最大的型材拼接缝。用0.2mm钢塞片插入型材拼接缝隙,如能插入,则该测量点不合格;反之则该测量点合格。1条型材拼缝宽度的实测值作为判断该实测指标合格率的1个计算点。
(4) 为提高统计和实测效率,不合格点均按0.5mm记录,合格点均按0.1mm记录。
(5) 所选2套房中接缝高低差的实测区不能满足6个时,需增加实测套房数。
2.5. 示例:

3. 型材拼缝高低差(铝合金-塑钢门窗)
3.1. 指标说明:指铝合金门框型材接缝处相对高低偏差的程度。主要反映观感质量。
3.2. 合格标准:
(1) 铝合金门窗:相同截面型材 [0,0.3]mm,不同截面型材[0,0.5]mm。
(2) 塑钢门窗:窗框、窗扇相邻构件装配间隙[0,0.3]mm,相邻两构件焊接处[0,0.3]mm
3.3. 测量工具:钢尺或其他辅助工具(平直且刚度大)、钢塞片
3.4. 测量方法和数据记录:
(1) 该指标宜在窗扇安装完、窗框保护膜拆除完的装修收尾阶段测量。
(2) 户内每一樘门或窗都可以作为1个实测区,累计实测实量10个实测区。
(3) 同一铝合金门或窗,在其窗框、窗扇部位,目测选取1条疑似高低差最大的型材拼接缝,用钢尺或其他辅助工具紧靠相邻两个拼接型材并跨过接缝,以0.3mm钢塞片插入钢尺与型材之间的缝隙。如能插入,则该测量点不合格;反之则该测量点合格。1条接缝高低差的实测值作为该实测指标合格率的1个计算点。
(4) 为数据统计方便和提高实测效率,不合格点均按0.5mm记录,合格点均按0.2mm记录。
(5) 所选2套房中拼缝高低差的实测区不能满足10个时,需增加实测套房数。
3.5. 示例:

4. 门窗框正面垂直度(铝合金-塑钢门窗)
4.1. 指标说明:反映铝合金(或塑钢)门窗框垂直程度。
4.2. 合格标准:[0,2.5]mm
4.3. 测量工具:1m/2m靠尺
4.4. 测量方法和数据记录:
(1) 户内每一樘门或窗都可以作为1个实测区,累计实测实量10个实测区。
(2) 用2m靠尺分别测量每一樘铝合金门或窗两边竖框垂直度,取2个实测值中的最大数值作为判断该实测指标合格率的1个计算点。
(3) 所选2套房中窗框正面垂直度的实测区不能满足10个时,需增加实测套房数。
4.5. 示例

相关文章
- 建筑工程测量手册 第二篇 尺差控制篇 16. 防空鼓、开裂
- 建筑工程测量手册 第二篇 尺差控制篇 15. 防渗漏工程
- 建筑工程测量手册 第二篇 尺差控制篇 14.铝合金(或塑钢)门窗安装工程
- 建筑工程测量手册 第二篇 尺差控制篇 13. 室内木门安装工程
- 建筑工程测量手册 第二篇 尺差控制篇 12.木地板安装工程
- 建筑工程测量手册 第二篇 尺差控制篇 11.吊顶工程
- 建筑工程测量手册 第二篇 尺差控制篇 10. 地面饰面砖(石材)工程
- 建筑工程测量手册 第二篇 尺差控制篇 9.饰面墙砖(石材)工程
- 建筑工程测量手册 第二篇 尺差控制篇 8.涂饰工程
- 建筑工程测量手册 第二篇 尺差控制篇 7.设备安装
- 建筑工程测量手册 第二篇 尺差控制篇 6.抹灰工程
- 建筑工程测量手册 第二篇 尺差控制篇 5.砌体工程
- 建筑工程测量手册 第二篇 尺差控制篇 4.实测实量数据、水平基准线上墙
- 建筑工程测量手册 第二篇 尺差控制篇 3.混凝土结构工程
- 建筑工程测量手册 第一篇 总则 1.范围 2.取样总则